Электроды AG E-46
Электроды AG E-46 PREMIUM (Индия)
| AWS A 5.1: | E 6013 |
| EN ISO 2560-A: | E 38 0 R 12 |
| НАКС: | д. 2,5 мм., д. 3,2 мм., д. 4,0 мм. |
| ТУ 25.93.15-009-02945213-2019 | |
AG E-46 PREMIUM, это рутиловый электрод премиального качества обладающий высокими сварочно-технологическими характеристиками, предназначенный для сварки углеродистых и низколегированных сталей, с возможностью сварки во всех пространственных положениях.
Аналоги электродов AG E-46 PREMIUM:
| ESAB | OK 46.00 |
| ПЛАЗМАТЕК | Монолит РЦ, Стандарт РЦ |
Электрод AG E-46 PREMIUM обладает следующими преимуществами:
При сварке образует гладкий, равномерный валик наплавленного металла сварного шва;
На рентгенографии шов имеет равномерную, мелкозернистую структуру;
Электрод обладает легким розжигом и легким повторным розжигом, а так же очень мягкой и стабильной дугой при сварке;
Минимальное разбрызгивание в процессе сварке и легкое шлакоотделение;
Наплавленный металл имеет отличные показатели ударной вязкости при t= 0°С,≥70 Дж/см2
Обмазка электродов не гигроскопичная, т. е. устойчива к впитыванию влаги, поэтому дополнительная прокалка и сушка электродов как правило не требуется. В случае необходимости можно прокалить при температуре 100-110°С в течении 1 часа.
Электроды AG E-46 PREMIUM имеют сертификацию НАКС и сертификаты соответствия РСТ.
Характеристики:
Механические свойства наплавленного металла:
| Предел прочности Н/мм2 | Предел текучести Н/мм2 | Относительное удлинение % | Ударная вязкость при t=0C Дж/см2 |
| 470-540 | ≥380 | ≥24 | ≥70 |
Типичный химический состав наплавленного металла:
| C | Si | Mn | P | S |
| <0.07 | 0.20 | 0.50 | 0.03 | 0.03 |
Рекомендуемые режимы сварки:
| Диаметр электрода | 2 | 2.5 | 3.2 | 4 | 5 |
| Ток, А | 30-50 | 60-80 | 110-135 | 160-180 | 180-230 |
Упаковка:
Электроды упакованы в пачки по 5кг. и 1 кг., в двойной картонной упаковке и запаяны в плотную терм усадочную пленку. Сами пачки размещаются по 4 шт. в коробах из толстого гофра картона, так же, запаянного сверху в плотную термоусадочную пленку.
Пачки весом по 1 кг. Запаковываются в короба из гофра картона по 10 кг. Электроды д. 2,0 мм. выпускаются только в пачках по 1 кг., а электроды д. 5мм. — только по 5 кг. Диаметры 2,5 мм., 3,2 мм., 4,0 мм., доступны в упаковках по 1 кг и по 5 кг.
Такая многослойная упаковка обеспечивает надежную защиту при транспортировке и хранении электродов, гарантированно защищая их от механических повреждений и проникновения влаги.
Хранение и сушка:
Хранить в сухом месте и избегайте образование конденсата.
Повторная сушка (прокалка) обычно не требуется.
При необходимости: прокалить при температуре 100–110°C в течение 1 часа.
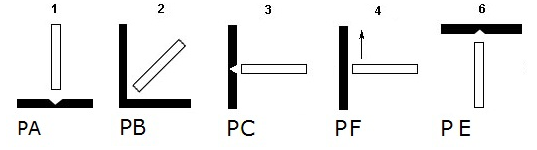
Пространственные положения при сварке:

Электроды AG E 385–16
Электроды сварочные AG E 385-16
| AWS A 5.4: | E 385-16 |
| DIN 8556: | E 20 25 5 Cu LR 23 |
| DIN EN 1600: | E 20 25 5 Cu LR 32 |
AG E 385-16 — электрод с рутиловым покрытием предназначен для сварки полностью аустенитных нержавеющих сталей типа 904L, 06ХН28МДТ и аналогичных. Швы выполненные электродом AG E-385-16 характеризуются полностью отсутствием ферритной фазы, аустенитной структурой и стойки к межкристаллитной, питтинговой и щелевой коррозиям при температуре эксплуатации до 350°С, а также стойки к коррозионному растрескиванию под напряжением. Электроды AG E-385-16 применяется для производства и ремонта оборудования для химической и нефтехимической промышленностей, оборудования для производства сульфатных и фосфатных удобрений, целлюлозно-бумажной и фармацевтической промышленности для сварки сталей типа 10Х16Н25АМ6, 06Х23Н28М3ДТ, 06ХН28МДТ, 03Х25НДГБ, 304, 308, 316, 904L и им подобных, эксплуатирующихся в условиях влажной коррозии при температурах до 400°С. Металл наплавленный электродами AG E-385-16 стоек к воздействию муравьиной, уксусной, серной, ортофосфорной, бескислородных кислот, а также морской воды.
Характеристики:
Типичные механические свойства наплавленного металла:
| Предел прочности Н/мм2 | Относительное удлинение % | Ударная вязкость Дж/см2 |
| ≥ 570 | ≥35 | при t +20°С ≥ 70 |
Типичный химический состав наплавленного металла:
| C | Si | Mn | Cr | Ni | Mo | Cu | S | P |
| <0.03 | 0,80 | 1,0 | 20,5 | 25,0 | 4.5 | 1.5 | 0.015 | 0.02 |
Производимые типоразмеры и рекомендуемый сварочный ток:
| Диаметр электрода, мм | 2.6 | 3.2 | 4,0 |
| Длнна, мм | 350 | 350 | 350 |
| Ток, А | 50-80 | 80-110 | 110-150 |
ТОК AC, DC+
Упаковка:
Упаковка VAC PAC — 2 кг. Коробка 10 кг.
При необходимости повторная прокалка 1 ч. При t – 300-350°С.
Пространственные положения сварки:
Электрод AG E 347–16
Электроды сварочные AG E 347-16
| AWS A 5.4: | E 347-16 |
| DIN 8556: | E 19 9 Nb R 23 |
| DIN EN 1600: | E 19 9 Nb R 32 |
| НАКС: | д.2,6 мм., д. 3,2 мм., д. 4,0 мм |
| ТУ | 1273-003-02945213-2016 |
AG E 347-16 — Аустенитный стабилизированный ниобием электрод с рутиловым покрытием с содержанием ферритной фазы 5-8%. Покрытие электрода с очень низким впитыванием влаги. Электрод AG E 347-16 обеспечивает легкое зажигание дуги, лёгкую плавку без брызг, очень лёгкое удаление шлаковой корки, отличный внешний вид наплавленного валика сварного шва, легкое повторное зажигание. Электрод предназначен для сварки стыков нестабилизированной и стабилизированной аустенитной, устойчивой к воздействию химических веществ CrNi стали при температуре эксплуатации до 400°С, для коррозионностойких Cr типов стали. Наплавленный металл имеет высокие механические свойства при высоких температурах, подходит для сварки деталей и конструкций, работающих при высокой температуре. Имеет высокую стойкость к межкристаллитной коррозии. Электрод AG E 347-16 применяется для сварки следующих марок стали: 12X48H9T, 12X18H10T, 12X18H12T, AISI 321, 347 и т. п.
Характеристики:
Типичные механические свойства наплавленного металла:
| Предел прочности Н/мм2 | Относительное удлинение % | Ударная вязкость Дж/см2 |
| ≥ 590 | ≥40 | при t -120°С ≥ 60 |
Типичный химический состав наплавленного металла:
| C | Si | Mn | Cr | Ni | S | P | Nb |
| 0.04 | 0,80 | 1.0 | 19.0 | 10.0 | 0.015 | 0.020 | 0.045 |
Производимые типоразмеры и рекомендуемый сварочный ток:
| Диаметр электрода, мм | 2,0 | 2.6 | 3.2 | 4,0 | 5,0 |
| Длнна, мм | 300 | 350 | 350 | 350 | 350 |
| Ток, А | 25-55 | 50-80 | 80-110 | 110-150 | 150-180 |
ТОК AC, DC+
Упаковка:
Упаковка VAC PAC — 2 кг. Коробка 10 кг.
При необходимости повторная прокалка 1 ч. При t – 300-350°С.
Пространственные положения сварки:
Электрод AG E 347–15
Электроды сварочные AG E 347-15
| AWS A 5.4: | E 347-15 |
| DIN 8556: | E 19 9 Nb B 20+ |
| DIN EN 1600: | E 19 9 Nb B 22 |
| НАКС: | д.2,6 мм., д. 3,2 мм., д. 4,0 мм |
| ТУ | 25.93.15 – 011 – 02945213 – 2020 |
AG E 347L-15 — аустенитный стабилизированный ниобием электрод с основным покрытием с содержанием ферритной фазы 4-6%. Покрытие электрода с очень низким впитыванием влаги. Электрод AG E 347-15 обеспечивает легкое зажигание дуги, лёгкую плавку без брызг, очень лёгкое удаление шлаковой корки, отличный внешний вид наплавленного валика сварного шва, легкое повторное зажигание. Электрод предназначен для сварки стыков нестабилизированной и стабилизированной аустенитной, устойчивой к воздействию химических веществ, CrNi стали при температуре эксплуатации до 400°С, для коррозионностойких Cr типов стали. Наплавленный металл имеет высокие механические свойства при высоких температурах, подходит для сварки деталей и конструкций, работающих при высокой температуре. Имеет высокую стойкость к межкристаллитной коррозии. Электрод AG E 347-15 применяется для сварки следующих марок стали: 12X48H9T, 12X18H10T, 12X18H12T, AISI 304, 308, 321, 347 и т. п.
Характеристики:
Типичные механические свойства наплавленного металла:
| Предел прочности Н/мм2 | Относительное удлинение % | Ударная вязкость Дж/см2 |
| ≥ 590 | ≥38 | при t -120°С ≥ 40 при t +20°С ≥ 120 |
Типичный химический состав наплавленного металла:
| C | Si | Mn | Cr | Ni | S | P | Nb |
| 0.03 | 0.4 | 1.0 | 19.0 | 10.5 | 0.015 | 0.020 | 0.35 |
Производимые типоразмеры и рекомендуемый сварочный ток:
| Диаметр электрода, мм | 2,0 | 2.6 | 3.2 | 4,0 | 5,0 |
| Длнна, мм | 300 | 350 | 350 | 350 | 350 |
| Ток, А | 25-55 | 50-70 | 80-100 | 110-140 | 140-170 |
ТОК AC, DC+
Упаковка:
Упаковка VAC PAC — 2 кг. Коробка 10 кг.
Межпроходная t < 150°С.
При необходимости повторная прокалка 1 ч. При t – 300-350°С.
Пространственные положения сварки:
Электроды AG E 316L–17
Электроды сварочные AG E 316L-17
| AWS A 5.4: | E 316L-17 |
| DIN 8556: | E 19 12 3 LR 23 |
| DIN EN 1600: | E 19 12 3 L 32 |
| Материал №: | 1.4430 |
AG E 316L-17 — Низкоуглеродистый электрод с кисло-рутиловым покрытием содержащий молибден для сварки коррозионно-стойких сталей типа 18 Cr 12 Ni 2 Mo.
Электрод AG E 316L-17 применяется для сварки и покрытия аустенитной нержавеющей стали Сr-Ni-Mo, таких как 03Х18Н10, 08Х18Н10Т, 02Х17Н11М2, 08Х17Н13М2Т, 10Х17Н13М3Т, AISI 304L, 316L, 318, 321,347, когда к металлу шва предъявляются требования по стойкости к межкристаллитной коррозии, а так же биметаллических листов, эксплуатируемых при температуре от −120°С до +400°С. Электрод AG E 316L-17 рекомендуется для сварки ответственных конструкций работающих в контакте с жидкими агрессивными средами, при температуре до 400°С. Электрод AG E 316L-17 применяется в химической и нефтехимической отрасли, на нефтеперерабатывающих заводах, в пищевой промышленности и для кораблестроения, для сварки труб, емкостей и теплообменников.
Покрытие с очень низким впитыванием влаги. Электрод AG E 316L-17 обеспечивает легкое зажигание дуги, лёгкую плавку без брызг, очень лёгкое удаление шлаковой корки, отличный внешний вид наплавленного валика сварного шва, легкое повторное зажигание.
Характеристики:
Типичные механические свойства наплавленного металла:
| Предел прочности Н/мм2 | Относительное удлинение % | Ударная вязкость Дж/см2 |
| ≥ 590 | ≥37 | при t +20°С ≥ 70 при t -60°С ≥ 60 |
Типичный химический состав наплавленного металла:
| C | Si | Mn | Cr | Ni | Mo | S | P |
| 0.026 | 0.90 | 0,75 | 18,5 | 11,7 | 2,3 | 0.015 | 0.020 |
Производимые типоразмеры и рекомендуемый сварочный ток:
| Диаметр электрода, мм | 2,0 | 2.6 | 3.2 | 4,0 | 5,0 |
| Длнна, мм | 300 | 350 | 350 | 350 | 350 |
| Ток, А | 25-55 | 50-70 | 70-100 | 100-140 | 140-170 |
ТОК DC+
Упаковка:
Упаковка VAC PAC — 2 кг. Коробка 10 кг.
При необходимости повторная прокалка 1 ч. При t – 250 °С
Пространственные положения сварки:
Электроды AG E 316L–16
Электроды сварочные AG E 316L-16
| AWS A 5.4: | E 316L-16 |
| DIN 8556: | E 19 12 3 LR 23 |
| DIN EN 1600: | E 19 12 3 L 32 |
| НАКС: | д.2,6 мм, д. 3,2 мм |
| ТУ | 1273-003-02945213-2016 |
AG E 316L-16 — Низкоуглеродистый электрод с рутиловым покрытием содержащий молибден для сварки коррозионно-стойких сталей типа 18 Cr 12 Ni 2 Mo.
Покрытие с очень низким впитыванием влаги. Электрод AG E 316L-16 обеспечивает легкое зажигание дуги, лёгкую плавку без брызг, очень лёгкое удаление шлаковой корки, отличный внешний вид наплавленного валика сварного шва, легкое повторное зажигание.
Электрод AG E 316L-16 применяется для сварки и покрытия аустенитной нержавеющей стали Сr-Ni-Mo, таких как 03Х18Н10, 08Х18Н10Т, 02Х17Н11М2, 08Х17Н13М2Т, 10Х17Н13М3Т, AISI 304L, 316L, 318, 321,347, когда к металлу шва предъявляются требования по стойкости к межкристаллитной коррозии, а так же биметаллических листов, эксплуатируемых при температуре от −120°С до +400°С. Электрод AG E 316L-16 применяется в химической и нефтехимической отрасли, на нефтеперерабатывающих заводах, в пищевой промышленности и для кораблестроения, для сварки труб, емкостей и теплообменников.
Характеристики:
Типичные механические свойства наплавленного металла:
| Предел прочности Н/мм2 | Относительное удлинение % | Ударная вязкость Дж/см2 |
| ≥ 590 | ≥37 | при t +20°С ≥ 70 при t -60°С ≥ 60 |
Типичный химический состав наплавленного металла:
| C | Si | Mn | Cr | Ni | Mo | S | P |
| 0.26 | 0.90 | 0,75 | 18,5 | 12,0 | 2.4 | 0.010 | 0.025 |
Производимые типоразмеры и рекомендуемый сварочный ток:
| Диаметр электрода, мм | 2,0 | 2.6 | 3.2 | 4,0 | 5,0 |
| Длнна, мм | 300 | 350 | 350 | 350 | 350 |
| Ток, А | 25-55 | 50-80 | 80-110 | 110-150 | 150-180 |
ТОК AC, DC+
Упаковка:
Упаковка VAC PAC — 2 кг. Коробка 10 кг.
При необходимости повторная прокалка 1 ч. При t – 250 °С
Пространственные положения сварки:
Электроды AG E 316L–15
Электроды сварочные AG E 316L-15
| AWS A 5.4: | E 316L-15 |
| DIN 8556: | E 19 12 3 LB 32 |
| DIN EN 1600: | E 19 12 3 LB 20+ |
| Материал №: | 1.4430 |
AG E 316L-15 — Низкоуглеродистый электрод с основным покрытием содержащий молибден для сварки коррозионно-стойких сталей типа 18 Cr 12 Ni 2 Mo
Электрод AG E 316L-15 применяется для сварки и покрытия аустенитной нержавеющей стали Сr-Ni-Mo, таких как 03Х18Н10, 08Х18Н10Т, 02Х17Н11М2, 08Х17Н13М2Т, 10Х17Н13М3Т, AISI 304L, 316L, 318, 321,347, когда к металлу шва предъявляются требования по стойкости к межкристаллитной коррозии, а так же биметаллических листов, эксплуатируемых при температуре от −120°С до +400°С. Электрод AG E 316L-15 рекомендуется для сварки емкостей с толщиной стенки более 20 мм., и других особо ответственных конструкций работающих в контакте с жидкими агрессивными средами, при температуре до 400°С, а также изделий работающих в контакте с морской водой. Электрод AG E 316L-15 применяется в химической и нефтехимической отрасли, на нефтеперерабатывающих заводах, в пищевой промышленности и для кораблестроения, для сварки труб, емкостей и теплообмеников.
Покрытие с очень низким впитыванием влаги. Электрод AG E 316L-15 обеспечивает легкое зажигание дуги, лёгкую плавку без брызг, очень лёгкое удаление шлаковой корки, отличный внешний вид наплавленного валика сварного шва, легкое повторное зажигание.
Характеристики:
Типичные механические свойства наплавленного металла:
| Предел прочности Н/мм2 | Относительное удлинение % | Ударная вязкость Дж/см2 |
| ≥ 610 | ≥35 | при t +20°С ≥ 88 |
Типичный химический состав наплавленного металла:
| C | Si | Mn | Cr | Ni | Mo | S | P |
| 0.26 | 0.40 | 1.5 | 18 | 13.5 | 2.4 | 0.010 | 0.020 |
Производимые типоразмеры и рекомендуемый сварочный ток:
| Диаметр электрода, мм | 2,0 | 2.6 | 3.2 | 4,0 | 5,0 |
| Длнна, мм | 300 | 350 | 350 | 350 | 350 |
| Ток, А | 25-60 | 50-70 | 70-110 | 110-140 | 140-170 |
ТОК DC+
Упаковка:
Упаковка VAC PAC — 2 кг. Коробка 10 кг.
При необходимости повторная прокалка 1 ч. При t – 250 °С
Пространственные положения сварки:
Электроды AG E 310L–16
Электроды сварочные AG E 310L-16
| AWS A 5.4: | E 310L-16 |
| DIN 8556: | E 25 20 LR 23 |
| DIN EN 1600: | E 25 20 LR 12 |
| Материал №: | 1,4842 |
AG E 310L-16 — электрод с рутиловым покрытием на стержне из аустенитной нержавеющей стали 25Cr20Ni, предназначен для сварки жаропрочных, окалиностойких сталей типа 25Cr20Ni, таких как 20Х23Н18, AISI 310S, и аналогичных. Наплавленный металл устойчив к коррозии и образованию окалины до температуры 1200°C, имеет хорошую устойчивость к образованию горячих трещин, характеризуется легким отделением шлака и приятным видом сварного шва.
Основные области применения: строительство и ремонт паровых котлов, химических установок, оборудования нефтяной и газовой промышленности, печей, теплового оборудования.
Характеристики:
Типичные механические свойства наплавленного металла:
| Предел прочности Н/мм2 | Относительное удлинение % | Ударная вязкость Дж/см2 |
| ≥ 590 | ≥35 | при t +20°С ≥ 110 |
Типичный химический состав наплавленного металла:
| C | Si | Mn | Cr | Ni | S | P |
| 0.1 | 0.70 | 2,0 | 27 | 21 | 0.012 | 0.020 |
Производимые типоразмеры и рекомендуемый сварочный ток:
| Диаметр электрода, мм | 2,0 | 2.6 | 3.2 | 4,0 | 5,0 |
| Длнна, мм | 300 | 350 | 350 | 350 | 350 |
| Ток, А | 25-60 | 60-90 | 80-120 | 110-150 | 150-180 |
ТОК AC, DC+
Упаковка:
Упаковка VAC PAC — 2 кг. Коробка 10 кг.
При необходимости повторная прокалка 2 ч. При t – 300-350°С.
Пространственные положения сварки:
Электроды AG E 309MoL–17
Электроды сварочные AG E 309MoL-17
| AWS A 5.4: | E 309MoL-17 |
| DIN 8556: | E 23 13 2 LR 32 |
AG E 309MoL-17 — низкоуглеродистый электрод с кисло- рутиловым покрытием на стержне из аустенитной нержавеющей стали 23Cr13Ni2Mo, с отличными сварочно-технологическими свойствами. Электроды AG E 309MoL-17 применяются для сварки разнородных видов стали, как, например, углеродистые и низколегированные конструкционные стали перлитного класса с высоколегированными аустенитными, кислотостойкими сталями типа 316, 316Ti, 317, 02Х17Н11М2, а также для наплавки переходных слоев, когда переходный слой должен быть легирован молибденом для предупреждения его снижения в плакирующем слое при последующей однослойной наплавке. Также подходит в качестве универсального ремонтного электрода, при ремонтной сварке. За счет низкого содержания углерода наплавленный металл стоек к межкристаллитной коррозии. Электрод AG E 309MoL-17 обеспечивает легкое зажигание дуги, лёгкую плавку без брызг, очень лёгкое удаление шлаковой корки, отличный внешний вид наплавленного валика сварного шва, легкое повторное зажигание.
Характеристики:
Типичные механические свойства наплавленного металла:
| Предел прочности Н/мм2 | Относительное удлинение % | Ударная вязкость Дж/см2 |
| ≥ 600 | ≥35 | при t +20°С ≥ 65 |
Типичный химический состав наплавленного металла:
| C | Si | Mn | Cr | Ni | Mo | S | P |
| <0.03 | 0.90 | 1,0 | 23,5 | 13,4 | 2,5 | 0,012 | 0,015 |
Производимые типоразмеры и рекомендуемый сварочный ток:
| Диаметр электрода, мм | 2.6 | 3.2 | 4,0 | 5,0 |
| Длнна, мм | 350 | 350 | 350 | 350 |
| Ток, А | 50-80 | 80-110 | 110-140 | 150-180 |
Ток AC, DC+
Упаковка:
Упаковка VAC PAC — 2 кг. Коробка 10 кг.
При необходимости повторная прокалка 1 ч. При t – 300-350 °С
Пространственные положения сварки:
Электроды AG E 309L-16
Электроды сварочные AG E 309L-16
| AWS A 5.4: | E 309L-17 |
| DIN 8556: | E 23 12 LR 23 |
| DIN EN 1600: | E 23 12 LR 12 |
| НАКС: | д.3,2 мм., д.4,0 мм |
|
ТУ 25.93.15 – 010 – 02945213 – 2019 Материал № 1.4332 |
|
AG E 309L-17 — Низкоуглеродистый электрод с кисло-рутиловым покрытием на стержне из аустенитной нержавеющей стали 23Cr13Ni, с отличными сварочно-технологическими свойствами. Электроды AG E 309L-17 применяются для сварки разнородных видов стали, как, например, нержавеющей стали с низколегированной сталью, для наплавки нержавеющей стали на углеродистую или низколегированную сталь, для наплавки переходных слоев при сварке изделий из двухслойных сталей. Также подходит для сварки высокотемпературных видов стали для создания промежуточного слоя до нанесения твердосплавного покрытия, и для облицовки сталей типа 18Cr/8Ni. Электрод AG E 309L-17 обеспечивает легкое зажигание дуги, лёгкую плавку без брызг, очень лёгкое удаление шлаковой корки, отличный внешний вид наплавленного валика сварного шва, легкое повторное зажигание.
Данный электрод применяется для сварки следующих марок стали: 03Х18H9, 12Х18Н10Т, AISI 304L,308L, 309L, 347, 321 и т. п.
Характеристики:
Типичные механические свойства наплавленного металла:
| Предел прочности Н/мм2 | Относительное удлинение % | Ударная вязкость Дж/см2 |
| ≥ 600 | ≥35 | при t +20°С ≥ 60 |
Типичный химический состав наплавленного металла:
| C | Si | Mn | Cr | Ni | Mo | S | P |
| <0.03 | 0.90 | 0,90 | 23 — 25 | 12,5 — 14,0 | <0.10 | 0.010 | 0.015 |
Производимые типоразмеры и рекомендуемый сварочный ток:
| Диаметр электрода, мм | 2,0 | 2.6 | 3.2 | 4,0 | 5,0 |
| Длнна, мм | 300 | 350 | 350 | 350 | 350 |
| Ток, А | 25-60 | 60-80 | 80-120 | 110-150 | 150-180 |
ТОК AC, DC+
Упаковка:
Упаковка VAC PAC — 2 кг. Коробка 10 кг.
При необходимости повторная прокалка 1 ч. При t – 250 °С
Пространственные положения сварки: