Электроды AG E 308L–17

Электроды сварочные AG E 308L-17
| AWS A 5.4: | E 308L-17 |
| DIN 8556: | E 19 9 LR 23 |
| DIN EN 1600: | E 19 9 LR 32 |
| НАКС: | д.3,2 мм., д.4,0 мм |
|
ТУ 25.93.15 – 010 – 02945213 — 2019 Материал № 1.4316 |
|
AG E 308L-17 — это электрод с кисло-рутиловым покрытием и низким содержанием углерода в наплавленном металле, из 19Cr, 10Ni аустенитной нержавеющей стали с контролируемой ферритной фазой приблизительно 4-8%, что придает наплавленному металлу устойчивость к растрескиванию и повышенную стойкость к межкристаллитной коррозии. Электрод применяется для сварки всех нержавеющих сталей типа 18/8, 03Х18Н10, 08X18H12, 08X18H10, 12X18H10T, 304, 304L, 321, 347 и подобных работающих во влажной среде, пари температурах от — 120°С до + 350°С труб, резервуаров, теплообменников, трубопроводных систем. Покрытие электрода имеет очень низкую гигроскопичность. Электрод обладает превосходными сварочно-технологическими свойствами — мягкое плавление практически без брызг, очень легкое удаление шлака и исключительный внешний вид сварного шва. Наплавленный металл стоек к азотной кислоте.
Характеристики:
Типичные механические свойства наплавленного металла:
| Предел прочности Н/мм2 | Относительное удлинение % | Ударная вязкость Дж/см2 |
| ≥ 610 | ≥44 | при t – 60°С ≥ 60 при t + 20°С ≥ 90 |
Типичный химический состав наплавленного металла:
| C | Si | Mn | Cr | Ni | Mo | S | P |
| <0.03 | 0.90 | 0,80 | 19,0 | 9,6 | 0,1 | 0.010 | 0.02 |
Производимые типоразмеры и рекомендуемый сварочный ток:
| Диаметр электрода, мм | 2,0 | 2.6 | 3.2 | 4,0 | 5,0 |
| Длнна, мм | 300 | 350 | 350 | 350 | 350 |
| Ток, А | 20-50 | 50-80 | 80-110 | 110-140 | 150-170 |
Ток DC+
Упаковка:
Упаковка VAC PAC — 2 кг. Коробка 10 кг.
При необходимости повторная прокалка 1 ч. При t – 300-350 °С
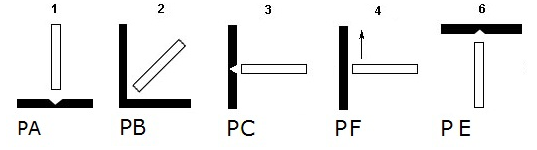
Пространственные положения сварки: