Электроды AG E 316L–17
Электроды сварочные AG E 316L-17
| AWS A 5.4: | E 316L-17 |
| DIN 8556: | E 19 12 3 LR 23 |
| DIN EN 1600: | E 19 12 3 L 32 |
| Материал №: | 1.4430 |
AG E 316L-17 — Низкоуглеродистый электрод с кисло-рутиловым покрытием содержащий молибден для сварки коррозионно-стойких сталей типа 18 Cr 12 Ni 2 Mo.
Электрод AG E 316L-17 применяется для сварки и покрытия аустенитной нержавеющей стали Сr-Ni-Mo, таких как 03Х18Н10, 08Х18Н10Т, 02Х17Н11М2, 08Х17Н13М2Т, 10Х17Н13М3Т, AISI 304L, 316L, 318, 321,347, когда к металлу шва предъявляются требования по стойкости к межкристаллитной коррозии, а так же биметаллических листов, эксплуатируемых при температуре от −120°С до +400°С. Электрод AG E 316L-17 рекомендуется для сварки ответственных конструкций работающих в контакте с жидкими агрессивными средами, при температуре до 400°С. Электрод AG E 316L-17 применяется в химической и нефтехимической отрасли, на нефтеперерабатывающих заводах, в пищевой промышленности и для кораблестроения, для сварки труб, емкостей и теплообменников.
Покрытие с очень низким впитыванием влаги. Электрод AG E 316L-17 обеспечивает легкое зажигание дуги, лёгкую плавку без брызг, очень лёгкое удаление шлаковой корки, отличный внешний вид наплавленного валика сварного шва, легкое повторное зажигание.
Характеристики:
Типичные механические свойства наплавленного металла:
| Предел прочности Н/мм2 | Относительное удлинение % | Ударная вязкость Дж/см2 |
| ≥ 590 | ≥37 | при t +20°С ≥ 70 при t -60°С ≥ 60 |
Типичный химический состав наплавленного металла:
| C | Si | Mn | Cr | Ni | Mo | S | P |
| 0.026 | 0.90 | 0,75 | 18,5 | 11,7 | 2,3 | 0.015 | 0.020 |
Производимые типоразмеры и рекомендуемый сварочный ток:
| Диаметр электрода, мм | 2,0 | 2.6 | 3.2 | 4,0 | 5,0 |
| Длнна, мм | 300 | 350 | 350 | 350 | 350 |
| Ток, А | 25-55 | 50-70 | 70-100 | 100-140 | 140-170 |
ТОК DC+
Упаковка:
Упаковка VAC PAC — 2 кг. Коробка 10 кг.
При необходимости повторная прокалка 1 ч. При t – 250 °С
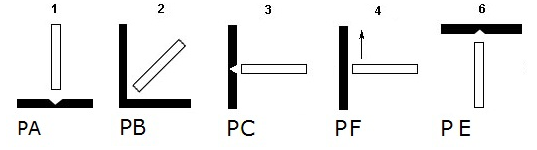
Пространственные положения сварки: